

聯(lián)系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





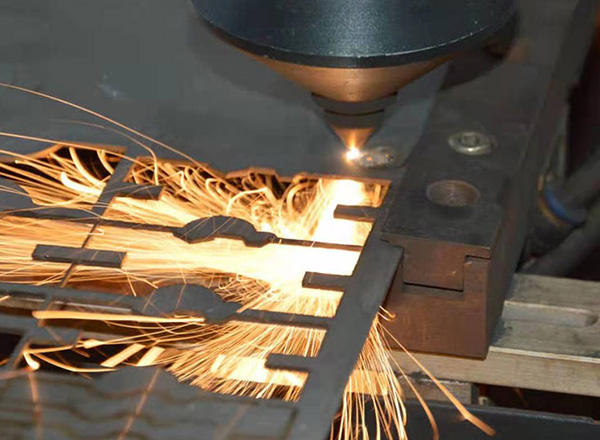
頻率大小對鈑金折彎加工有著重要的含義
來源:www.bnsjd.cn 發(fā)布時間:2022年02月22日
福州鈑金折彎加工頻率變化對不銹鋼厚板切割的影響:頻率從500-200Hz范圍減小,切割斷面效果變細膩,分層慢慢改善,頻率設(shè)置到100Hz時,無法切割,反藍光。通過頻率的改變,找出叫具佳頻率范圍。為確保較佳切割斷面,必須確保脈沖次數(shù)與單脈沖能量匹配。

常見問題及處理辦法
1.問題點:鈑金折彎后工件在折彎處變形產(chǎn)生原因:出現(xiàn)變形首要是因為折彎速度快,而手沒有跟上工件折彎的速度導(dǎo)致的解決辦法:下降鈑金折彎速度,手扶工件與工件一同進行
2.問題點:折彎較長的工件,會出現(xiàn)角度一頭大,一頭小出現(xiàn)這種情況,一般有以下幾種情況形成:
(1)鈑金材料厚度不一致,一端厚一端薄
(2)鈑金模具磨損不均,兩端高度不同
(3)中間塊不平衡,不在同一水平上
解決辦法:
(1)反饋給激光或NCT,讓其留意選料
(2)換刀模
(3)調(diào)整中間塊
鈑金折彎加工焦點不一樣,所能切割的厚度、材質(zhì)、品質(zhì)也不一樣,切割不同的材質(zhì)和厚度,都需要調(diào)節(jié)成不同的焦點。切割前,測量出實際零焦點才參考切割工藝參數(shù),更快確定較合適的切割焦點。
常見問題及處理辦法
1.問題點:鈑金折彎后工件在折彎處變形產(chǎn)生原因:出現(xiàn)變形首要是因為折彎速度快,而手沒有跟上工件折彎的速度導(dǎo)致的解決辦法:下降鈑金折彎速度,手扶工件與工件一同進行
2.問題點:折彎較長的工件,會出現(xiàn)角度一頭大,一頭小出現(xiàn)這種情況,一般有以下幾種情況形成:
(1)鈑金材料厚度不一致,一端厚一端薄
(2)鈑金模具磨損不均,兩端高度不同
(3)中間塊不平衡,不在同一水平上
解決辦法:
(1)反饋給激光或NCT,讓其留意選料
(2)換刀模
(3)調(diào)整中間塊
鈑金折彎加工焦點不一樣,所能切割的厚度、材質(zhì)、品質(zhì)也不一樣,切割不同的材質(zhì)和厚度,都需要調(diào)節(jié)成不同的焦點。切割前,測量出實際零焦點才參考切割工藝參數(shù),更快確定較合適的切割焦點。
上一條:
鈑金激光切割加工運用的技術(shù)是很強大的
下一條:
被稱為加工中心的福州激光切割為什么有市場








 添加微信
添加微信
 電話咨詢
電話咨詢
