

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





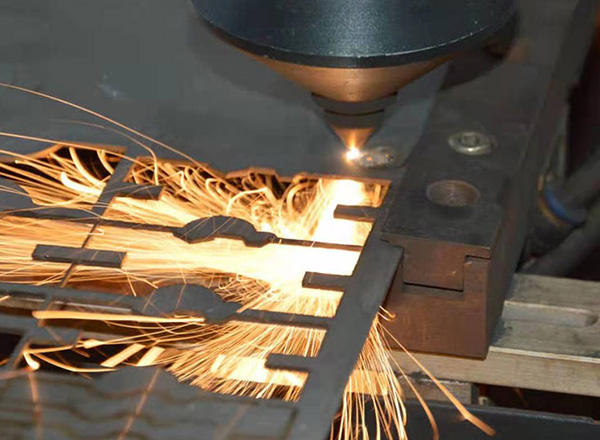
不銹鋼切割加工的具體工藝參數介紹
來源:www.bnsjd.cn 發布時間:2022年02月18日
福建不銹鋼切割加工在激光切割機的很多軟件中激光加工和制造技術,發展短的時間和對制造行業的危害較大的支系;并且在近些年,產生一個單獨的國際性集光高新科技技術、激光加工和制造技術。尤其是近十年來。它與自動化技術技術緊密結合,產生了一個極度智能化智能制造專用工具。

1.切割速度
給定激光功率密度和材料,切割速度符合經驗公式。只要高于閾值,材料的切割速度與激光功率成正比,即增大功率密度,可以提高切割速度。切割速度也與被切割材料的密度和厚度成反比。
提高切割速度的因素有:
(1)提高功率(500-2000w);
(2)改變光束模式。
(3)縮小焦斑尺寸。
對于金屬材料,其他工藝參數保持不變。激光切割速度可以具有相對可調的范圍,并且仍然保持令人滿意的切割質量。當切割薄金屬時,這個可調范圍比原來的范圍寬。
2.焦點位置
激光束的光斑大小與聚焦后的透鏡長度成正比。短焦距透鏡聚焦后的激光束光斑尺寸很小,聚焦處的功率密度很高,有利于材料的切割。但其缺點是焦深很短,調整余量很小。它通常適用于薄材料的高速切割。對于厚工件,長焦距透鏡具有較寬的焦深,只要長焦距透鏡有足夠的功率密度。用來對它切割比較合適。
不銹鋼切割運用十分普遍,加上與激光制造技術分成宏觀經濟解決和維吾爾族納米加工兩類;無論金屬或是是非金屬便是一些或高成分原材料全是可以開展生產加工,激光切割,激光焊接,激光淬火,激光堆積和鋁合金和一系列完善的技術。
1.切割速度
給定激光功率密度和材料,切割速度符合經驗公式。只要高于閾值,材料的切割速度與激光功率成正比,即增大功率密度,可以提高切割速度。切割速度也與被切割材料的密度和厚度成反比。
提高切割速度的因素有:
(1)提高功率(500-2000w);
(2)改變光束模式。
(3)縮小焦斑尺寸。
對于金屬材料,其他工藝參數保持不變。激光切割速度可以具有相對可調的范圍,并且仍然保持令人滿意的切割質量。當切割薄金屬時,這個可調范圍比原來的范圍寬。
2.焦點位置
激光束的光斑大小與聚焦后的透鏡長度成正比。短焦距透鏡聚焦后的激光束光斑尺寸很小,聚焦處的功率密度很高,有利于材料的切割。但其缺點是焦深很短,調整余量很小。它通常適用于薄材料的高速切割。對于厚工件,長焦距透鏡具有較寬的焦深,只要長焦距透鏡有足夠的功率密度。用來對它切割比較合適。
不銹鋼切割運用十分普遍,加上與激光制造技術分成宏觀經濟解決和維吾爾族納米加工兩類;無論金屬或是是非金屬便是一些或高成分原材料全是可以開展生產加工,激光切割,激光焊接,激光淬火,激光堆積和鋁合金和一系列完善的技術。
上一條:
被稱為加工中心的福州激光切割為什么有市場
下一條:
鈑金激光切割焊接普通焊管原來具有一點的意義








 添加微信
添加微信
 電話咨詢
電話咨詢
