

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





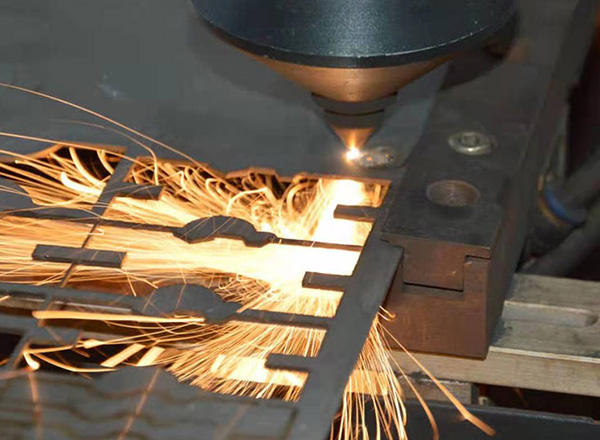
激光切割加工一些減少零件偏差的方法
來源:Chinese website 發布時間:2021年11月02日
如果能夠控制圓弧偏差,它將對人們的實際操作越來越有利。 現在,我們是否已經掌握了福州激光切割加工中的錯誤呢? 盡管通常用于激光切割加工的零件相對較小,但一定不要小看它。 麻雀雖小,但激光切割加工的整個過程卻非常復雜,需要更詳細的實際操作。

當今的激光切割加工是一種高精度技術,處理時,一定要注意實際操作,以免出現一些大錯誤。 因此,在使用時,不僅應查看其抗壓強度,還應查看其相關特性。 它的零件更復雜,因此人們使用具有更詳細特征的原材料進行應用。
隨著發展趨勢,激光切割加工有一些減少零件偏差的方法。下面,就讓激光切割加工廠家給大家介紹一下!
1.避免磨具被箍住的方法:
①使用特殊的防箍緊型腔。②在生產過程中,保持切割鋒利并消磁。③擴大型腔間隙。④選擇齒面傾斜的研磨工具,而不要選擇齒面平坦的研磨工具。
2.快速損壞模架的主要原因是:
①磨具間隙很小,通常建議磨具總間隙為原料厚度的20%?20%。 ②凹凸研磨工具對于弱酸性來說不是很好,包括模具底座,研磨工具導向器和精度不足的數控沖床刀片。③模座溫度過高,關鍵原因是沖頭由于長期磨削相同的磨料而過熱。
當今的激光切割加工是一種高精度技術,處理時,一定要注意實際操作,以免出現一些大錯誤。 因此,在使用時,不僅應查看其抗壓強度,還應查看其相關特性。 它的零件更復雜,因此人們使用具有更詳細特征的原材料進行應用。
隨著發展趨勢,激光切割加工有一些減少零件偏差的方法。下面,就讓激光切割加工廠家給大家介紹一下!
1.避免磨具被箍住的方法:
①使用特殊的防箍緊型腔。②在生產過程中,保持切割鋒利并消磁。③擴大型腔間隙。④選擇齒面傾斜的研磨工具,而不要選擇齒面平坦的研磨工具。
2.快速損壞模架的主要原因是:
①磨具間隙很小,通常建議磨具總間隙為原料厚度的20%?20%。 ②凹凸研磨工具對于弱酸性來說不是很好,包括模具底座,研磨工具導向器和精度不足的數控沖床刀片。③模座溫度過高,關鍵原因是沖頭由于長期磨削相同的磨料而過熱。
上一條:
福州鈑金加工切割都涉及哪些行業?
下一條:
閩侯鈑金切割加工后表面噴塑的意義和工藝








 添加微信
添加微信
 電話咨詢
電話咨詢
