

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





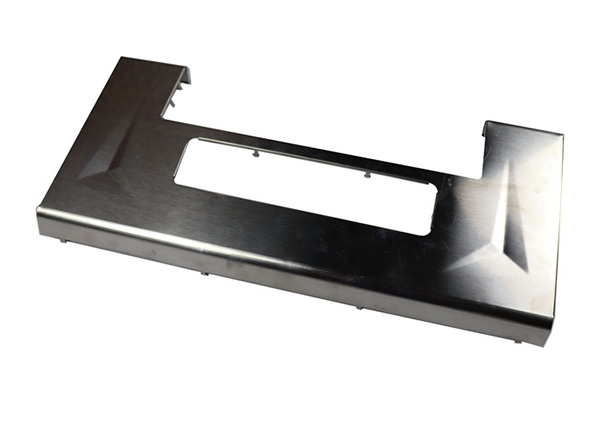
福建不銹鋼鈑金切割加工中拉伸成型焊接工藝的研究
來源:www.bnsjd.cn 發布時間:2021年12月07日
福建不銹鋼鈑金切割加工產品在各行各業都受到越來越多的關注,隨著人們需求的豐富,不銹鋼鈑金切割加工產品品質和外觀也有更多的要求,這就促使不銹鋼鈑金切割加工技術的不斷進步。

一是拉伸件底部與直壁的圓角半徑控制。從標準上看,拉伸件底部與直壁的圓角半徑應大于板材的厚度,通常在加工的過程中,為了保障加工質量,拉伸件的底部與直壁的較大圓角半徑應控制在板材厚度的8倍以下。
二是拉伸件凸緣與邊壁的圓角半徑控制。拉伸件的凸緣與邊壁的圓角半徑與底部和直壁的圓角半徑類似,在較大圓角半徑控制上都要低于板材厚度的8倍,但是在較小圓角半徑上,必須滿足大于板材厚度2倍的要求。
三是拉伸件為圓形時的內腔直徑的控制。當拉伸件為圓形時,為了確保拉伸件的整體拉伸質量,通常在內腔直徑的控制上應保障內腔直徑≥圓形直徑+10倍的板材厚度,只有這樣才能確保圓形拉伸件內部不出現褶皺。四是拉伸件為矩形時的相鄰圓角半徑的控制。
在鈑金成型過程中,為了達到所需強度,通常會在鈑金的零件上增加加強筋,以此來提高鈑金的整體強度。除此之外,鈑金成型過程中,會有許多凹面和凸面,為了確保鈑金的加工質量,我們要控制好打凸間距和凸邊距的極限尺寸。主要選取依據應按照工藝標準進行。在處理不銹鋼鈑金切割加工孔翻邊的過程中,我們要控制加工螺紋和內孔翻邊的尺寸,要確保了這兩項尺寸,鈑金孔翻邊的質量就能得到有效控制。
一是拉伸件底部與直壁的圓角半徑控制。從標準上看,拉伸件底部與直壁的圓角半徑應大于板材的厚度,通常在加工的過程中,為了保障加工質量,拉伸件的底部與直壁的較大圓角半徑應控制在板材厚度的8倍以下。
二是拉伸件凸緣與邊壁的圓角半徑控制。拉伸件的凸緣與邊壁的圓角半徑與底部和直壁的圓角半徑類似,在較大圓角半徑控制上都要低于板材厚度的8倍,但是在較小圓角半徑上,必須滿足大于板材厚度2倍的要求。
三是拉伸件為圓形時的內腔直徑的控制。當拉伸件為圓形時,為了確保拉伸件的整體拉伸質量,通常在內腔直徑的控制上應保障內腔直徑≥圓形直徑+10倍的板材厚度,只有這樣才能確保圓形拉伸件內部不出現褶皺。四是拉伸件為矩形時的相鄰圓角半徑的控制。
在鈑金成型過程中,為了達到所需強度,通常會在鈑金的零件上增加加強筋,以此來提高鈑金的整體強度。除此之外,鈑金成型過程中,會有許多凹面和凸面,為了確保鈑金的加工質量,我們要控制好打凸間距和凸邊距的極限尺寸。主要選取依據應按照工藝標準進行。在處理不銹鋼鈑金切割加工孔翻邊的過程中,我們要控制加工螺紋和內孔翻邊的尺寸,要確保了這兩項尺寸,鈑金孔翻邊的質量就能得到有效控制。
上一條:
鈑金加工工藝有哪些特點?
下一條:
鈑金折彎電子機箱機柜怎么清洗








 添加微信
添加微信
 電話咨詢
電話咨詢
